Eigenbau eines Spreizwerkzeugs vom Typ Bessey-Bilstein
Wenn es ein Werkzeug gibt, das die DAF-Pkws von anderen Automobilen unterscheidet, dann ist es sicherlich das Spreizwerkzeug für die Variomatic-Scheiben.
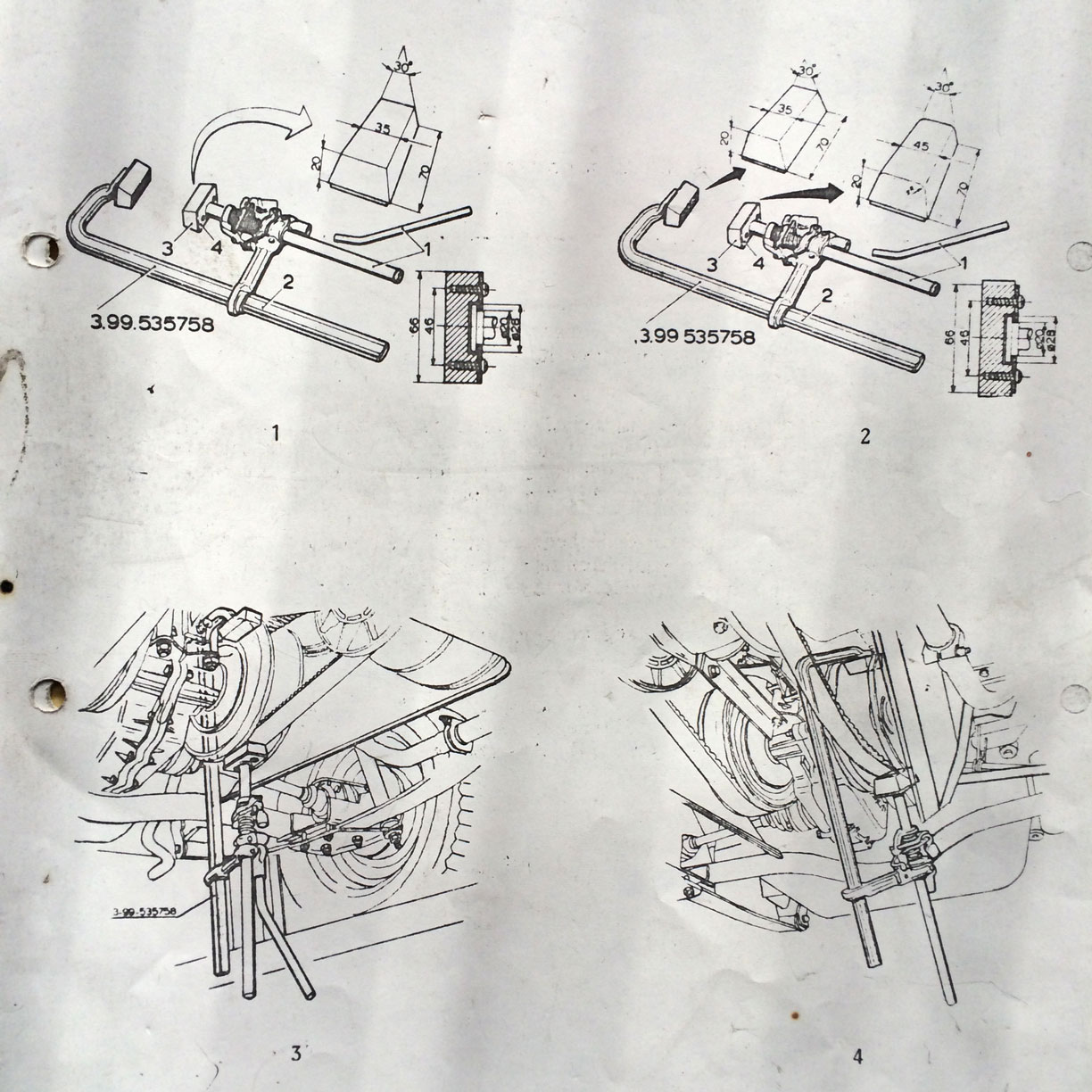
Das Bild (anklicken) zeigt die Bauanleitung aus dem DAF-66-Werkstättenhandbuch (Ausgabe 8/72):

Bereits 12/72 wurde diese Bauanleitung jedoch durch das DAF-66-Service-Bulletin E.0-002 modifiziert, da es scheinbar vereinzelt zu Problemen gekommen war (Bilder anklicken).


1 Benötigte Einzelteile
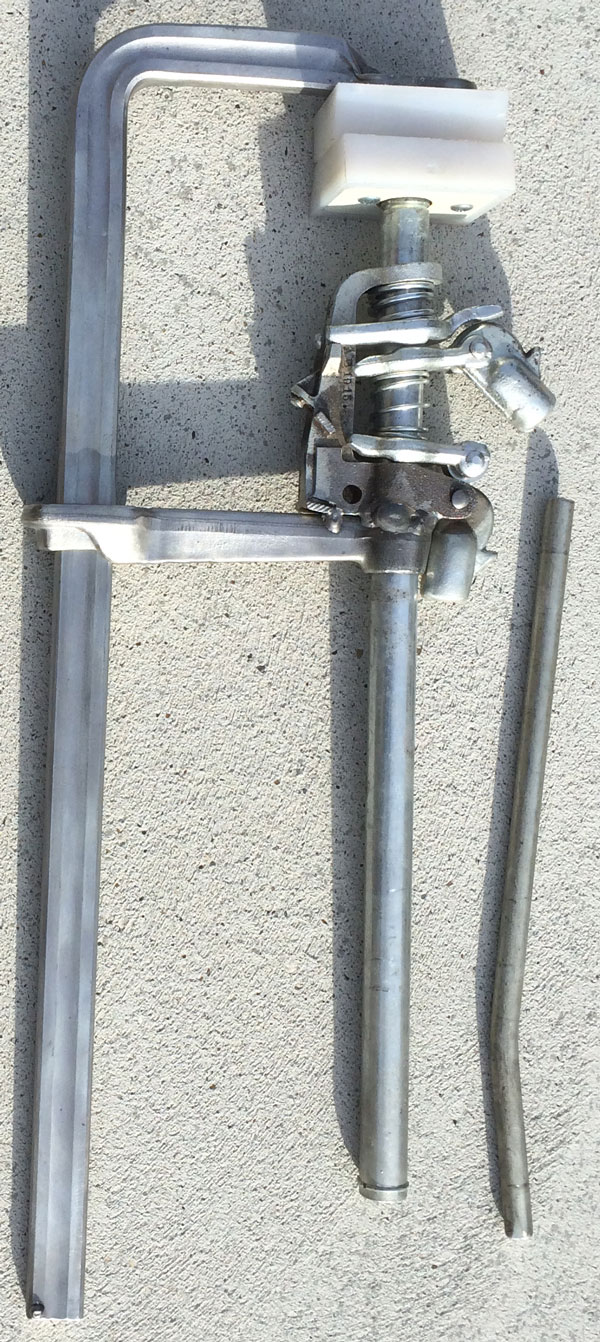
1.1 Bilstein-Wagenheber
Gemäß Werkstättenhandbuch benötigen Sie zunächst
einen Wagenheber von Bilstein.
Diese wurden früher viel bei VW Käfer und bei Porsche verwendet
und sind beispielsweise beim bekannten Internet-Auktionshaus zu finden.
Leider wird auch viel Schrott angeboten. Insbesondere sollten Sie auf
den Zustand des langen Rohrs achten. Dieses ist oft hoffnungslos
korrodiert, was findige Verkäufer durch Lackieren, Brünieren
oder galvanisches Beschichten zu kaschieren suchen. Eine weiche Deckschicht,
wie sie beispielsweise beim Dickschichtpassivieren entsteht, macht den
Wagenheber aber schnell funktionsunfähig. Die Deckschicht aus Zink
muss dann wieder abgebeizt werden!
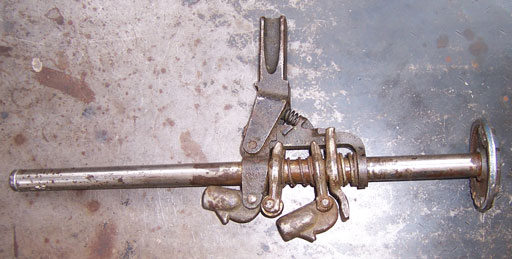
Das Foto zeigt den hier verwendeten Wagenheber mit nur leichtem Rostfraß auf dem langen Rohr:
Bearbeitung des Wagenhebers:
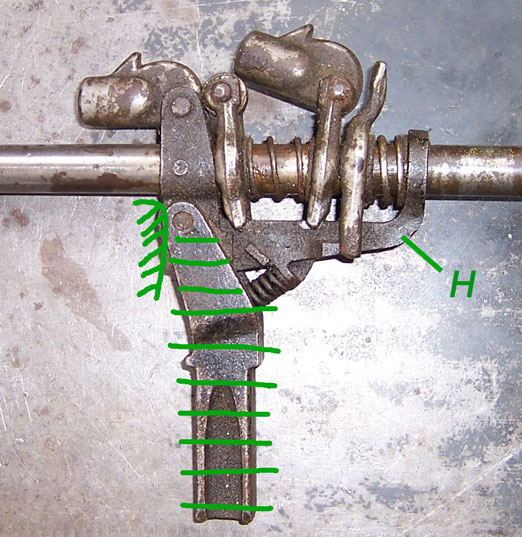
Der Wagenheber wird vollständig zerlegt und der Ausleger (gestrichelt)
vom Hauptstück (H) entfernt (Foto zeigt den noch nicht zerlegten
Wagenheber).
Außerdem musste beim gezeigten Wagenheber auch ein kleiner Teil
vom Hauptstück weggeflext werden (im Bild eng gestrichelt), um das
Hauptstück korrekt fluchtend an das Gleitstück der Schraubzwinge
schweißen zu können.
1.2 Bessey-Schraubzwinge
Das Werkstättenhandbuch nennt eine Läge von 550 mm, was aber übertrieben ist. Die Schraubzwinge meines originalen DAF-Spreizwerkzeugs weist eine Werkstück-Spannweite von ca. 400 mm auf, was immer ausreichte. Die Gesamtlänge dieser Schraubzwinge ist dann ca. 7 cm länger, aber beim Kauf einer Schraubzwinge orientiert man sich ja an der Werkstückspannweite. Das Foto zeigt das originale Werkzeug, das als Vorlage diente.

Die für den Nachbau verwendete, gebrauchte Ganzstahl-Schraubzwinge von Bessey:

Die Ausladung beträgt bei meinem originalen DAF-Werkzeug 120 mm. Vermutlich würde eine Ausladung von 140 mm auch funktionieren. Schmaler sollte es jedoch nicht sein.
Das Schienenprofil der Bessey-Ganzstahlzwinge hat sich über die Jahrzehnte leicht verändert. Bei meinem originalen Werkzeug beträgt es ca. 26,5 x 13 mm.
Bearbeitungsschritte bei der Schraubzwinge:
a) Den Rückenkamm der oberen Druckplatte entfernen und ein Loch mit D = 16 mm bohren.


b) Die Gewindebohrung des Gleitbügels auf 22 mm aufweiten. Ob Sie da nun bohren, drehen, schleifen oder feilen, bleibt Ihnen überlassen. Ich habe hauptsächlich mit einer 16-mm-Rundfeile gearbeitet, die leider nur schwierig zu erhalten war (noch dickere gar nicht). Bei Bedarf können Sie so eine Rundfeile mit Durchmesser 16 mm und Hieb "Bastard" über mich beziehen.

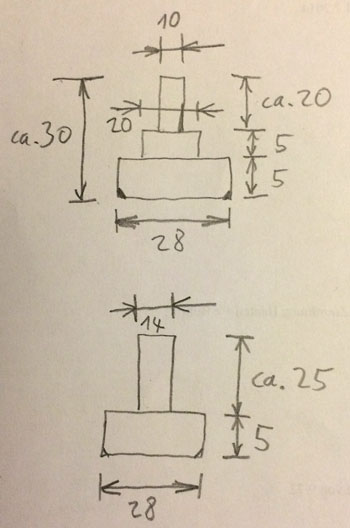
1.3 Metallstempel
Auf der Drehbank Metallstempel für die Aufnahme der Trägerplatten anfertigen.

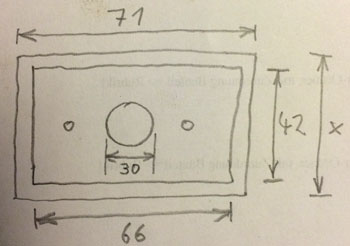
1.4 Trägerplatten
Die zwei Trägerplatten ("Stahlstützplatten") für
die Nylonstücke anfertigen.
Abmessungen: 65 x 41 x 3 mm, mit je 2 Bohrungen für Senkkopfschrauben
(4,8 x 16).


1.5 Nylonstücke

Die zwei Nylonstücke fertigt man am besten auf einer Fräse an. In Ermangelung einer solchen habe ich dafür mein „Bohr- und Fräswerk“ von Wabeco mit einem kleinen Kreuztisch verwendet:
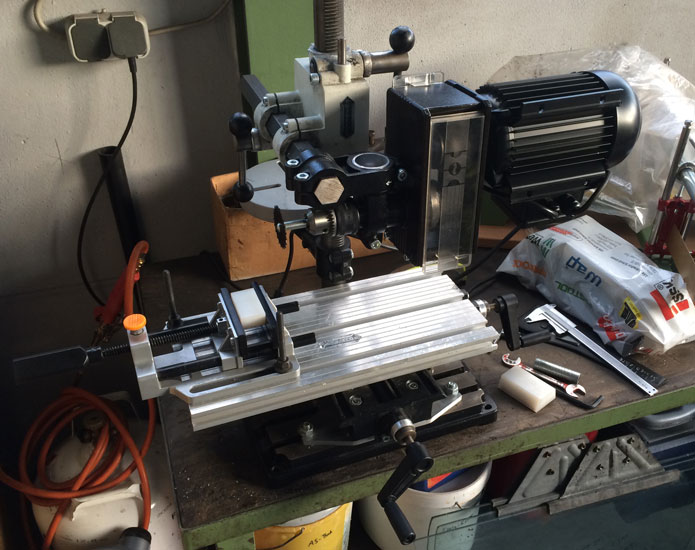
Das obere Nylonstück hat bei meinem originalen Spreizwerkzeug und gemäß Werkstättenhandbuch eine Zahnung – vermutlich damit es nicht so leicht abrutscht, wenn man es einmal oben auf dem Keilriemen eingehängt hat. Spätere Spreizwerkzeuge besaßen keine Zahnung mehr.

2 Zusammenbau der Einzelteile
2.1 Das Hauptstück des Wagenhebers wird mit dem Gleitstück der Schraubzwinge verschweißt. Das Bild zeigt den bereits fertig montierten Bereich:

2.2 Der Metallstempel mit dem Absatz wird mittig in die obere Druckplatte geschweißt. Durch den Absatz (A) ist die Bohrung unten verstopft und man benötigt keine Sicherung gegen Durchsacken des Schweißguts. Der hochstehende Zapfen kann nach Bedarf gekürzt werden (schwarze Linie im Foto).
Die Trägerplatte sollte vor dem Schweißen natürlich richtig herum montiert worden sein (Löcher für Senkkopfschrauben wie im Bild gezeigt).


2.3 Der Metallstempel ohne Absatz wird einfach nur in das lange Rohr des Wagenhebers gesteckt und evtl. eingeklebt (z.B. mit anaerobem Klebstoff für das Fügen Welle – Nabe).
2.4 Abschließend werden die Einzelteile des Wagenhebers wieder zusammengesetzt und die Nylonstücke auf die Trägerplatten geschraubt.
Fertig ist das Spreizwerkzeug!
© 2015 Chr. Merten